虽然CMP已成为全球大多数IC制造厂的标准制程,但是对于CMP制程的理解仍停留在以经验积累为主的阶段,缺乏完整严密的理论基础,最主要的原因在于CMP制程中复杂而庞大的变化参数,以及对这些参数和基本抛光机理缺乏了解。
目前比较一致的CMP机理是,抛光垫上有大量含有研磨颗粒的研磨液,晶圆表面材料与磨料发生化学反应,生成一层相对容易去除的表面层,在研磨液中的研磨颗粒的压力作用下,在与抛光垫的相对运动中被机械地磨掉。所以CMP的微观作用是化学和机械作用的结合。晶圆表面的研磨速率可以用Preston公式表达:
RR=Kp*P*V
其中: RR指研磨速率,
Kp 是Preston 系数,
P指晶圆表面所受到的压力,
V指在晶圆表面某点晶圆和研磨垫的相对速度。
这个经验公式用于以磨削为主CMP工艺中,但对于以化学反应为主的铜工艺而言,不一定符合。可以看出,在给定的研磨垫、研磨液和研磨对象后,影响研磨速率的因素主要是压力和相对转速。
A. 压力 (Pressure)
施加在晶圆表面的压力通过载片头(Head)实现的。目前先进的半导体制造工艺需要精确的压力控制。通常这种载片头被分为几个压力控制区用以精确调节研磨后晶圆的表面平坦化形貌和研磨速率。
B.转速 (RPM)
这里的转速指的是晶圆吸盘、研磨垫的转速以及二者之差。研磨垫的转速通常影响研磨的整体速率;而晶圆吸盘速率可以用以调节研磨后的整体形貌。
非金属CMP工艺的主要耗材
A.研磨垫 (Pad)
图5示出了常用的研磨垫的形貌。一般情况下,研磨垫由两种材料粘合而成,表层坚硬而底层较软,且表面有一定的粗糙度。这样的设计是为了让表面能够承载浆料,而又能传递系统所施予的压力,但不能刮伤晶圆表面。软研磨垫能够得到较好的晶圆内的均匀性,研磨速率比较稳定,碟型凹陷比较明显,不容易产生表面刮伤。相反地,在硬研磨垫上不容易控制晶圆内的均匀性,研磨速率随时间逐渐降低,不容易产生碟型凹陷,而容易产生表面刮伤。
既然CMP集机械研磨和化学腐蚀于一体,则研磨垫必须具备足够的力学性能和抗化学腐蚀性。力学性能包括较高的强度以承受剪切力,足够的硬度和模量以及良好的耐磨性能。化学性能方面,研磨垫要能够承受各种酸性和碱性研磨液,以及其它腐蚀性溶液,如H2O2,FeN等。一般研磨垫的使用寿命常温下是20-50小时。另外,研磨垫必须具有足够的亲水性。水溶性的研磨液或其他化学液体必须在研磨垫上充分润湿并且在晶圆和研磨垫之间形成水膜。研磨垫有软硬之分。
研磨垫是一种消耗品,在使用中因为浆料粉粒及薄膜碎片的沉积,导致其失去弹性而无法承载研磨液,使得研磨的效率降低。一般情况下,要使用尖端镶有钻石细粒的刷子做处理,使其毛状突起尽量保持直立。
4.2 研磨液 (Slurry)
一般而言,CMP所使用的研磨液都是水溶液,在氧化物的抛光机制中,水扮演了很重要的角色。磨去介电层的化学反应简单的说就是氧化物的水解反应,氧化层是否能和带有OH原子团的物质充分作用,影响了整个反应的进行。
在整个CMP制程中,使用浆料的量是相当可观的,大概一片晶圆研磨一次要用掉500毫升的研磨液,研磨液使用后无法回收再利用。当制程变得越来越复杂,CMP工艺的使用频率越来越多,研磨液的成本变得愈发可观。对于各种不同的薄膜,所使用的成分不一样。磨介电层的浆料为偏碱性,包含一定量的研磨颗粒。研磨颗粒大小从胶状研磨液的25nm到发散状研磨液的300nm。表1列出了研磨不同材料使用的研磨液的组成。
4.3 钻石轮(Pad Conditioning Disk)
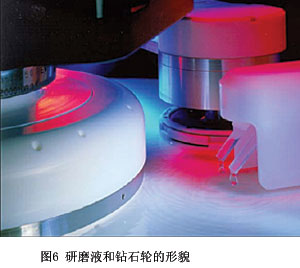
钻石轮是一个表面镶嵌有金刚石颗粒的圆片,如图6所示。在CMP工艺中它的作用主要是通过对抛光垫表面进行修整,达到一定的粗糙表面,从而防止研磨效率出现明显的降低,并同时保证晶圆与晶圆之间的研磨效果的一致性,并清除抛光垫表面的研磨残余物,另外就是均匀分配研磨液的分布区域。但是,过度的或不适当的修整会导致研磨垫表层的严重变形或损耗,从而影响晶圆内的研磨效果的一致性。另外,如果钻石轮表面的金刚石细粒在研磨过程中脱落,会在晶圆表面产生严重刮伤。因此,新的钻石轮在使用前都要进行10-30分钟的预磨处理。
CMP工艺后的晶圆清洗
因为存在化学反应以及在表面有研磨颗粒,CMP工艺会产生表面颗粒和污染。只有有效地去除这些表面污染物才能充分利用化学机械抛光来实现硅片表面的整体平坦化。所以目前大部分化学机械抛光设备都与清洗设备捆绑组合。
CMP清洗的重点是去除研磨过程中带来的所有污染物。在研磨过程中晶圆会接触到腐蚀性化学品并承受较大的外界压力,导致其表面或次表面区域发生变形或破坏,将影响到器件的稳定性,所以CMP清洗的主要目的是去除研磨剂残留、金属污染物以及游离态离子。去除硅片表面的污染物,首先要通过机械方法克服范德华力或者用化学腐蚀污染物表面减小与基底的接触。然后通过改变表面电荷性能以避免颗粒重新粘附到硅片表面。
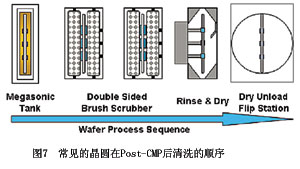
目前清洗机台可分为非接触式清洗(超声波清洗)、接触式清洗(PVC刷洗)。超声波清洗(Megasonic)是由超声波发生器发出的高频振荡信号,通过换能器转换成高频机械振荡而传播到介质,清洗溶剂中超声波在清洗液中疏密相间的向前辐射,使液体流动而产生数以万计的微小气泡,存在于液体中的微小气泡(空化核)在声场的作用下振动,当声压达到一定值时,气泡迅速增长,然后突然闭合,在气泡闭合时产生冲击波,在其周围产生上千个大气压力,破坏不溶性污物而使它们分散于清洗液中,当团体粒子被油污裹着而粘附在清洗件表面时,油被乳化,固体粒子脱离,从而达到清洗件表面净化的目的。双面机械刷洗(Brush Scrubbering)能够同时提供物理清洗和化学清洗,选材一般是聚乙烯醇(PVA)。清洗过程中多孔海绵状呈挤压状态。可同时与pH值2-12的化学溶液使用。憎水性表面,如HF清洗过的Si以及部分介质硅片,由于润湿角较大,很容易从刷子上粘附污染颗粒,而这些污染颗粒是从亲水性的晶圆表面吸附到刷子上的。憎水性的容易吸附表面颗粒是因为刷洗过程中憎水的界面存在多重的固-液界面。如果刷子被轻度污染,可以跑一些纯硅片来吸附刷子表面的颗粒,降低刷子的污染度。
目前多数清洗设备供应商提供接触清洗、非接触清洗和晶圆甩干三部分的组合方式,如图7所示为比较常见的清洗工艺。其它的清洗工艺正在逐渐用于CMP的清洗,如CO2冷凝清洗和激光烧蚀。目前很多先进的清洗工艺,如Marangoni 或IPA清洗,主要用于低介电常数的介质材料清洗。