简介
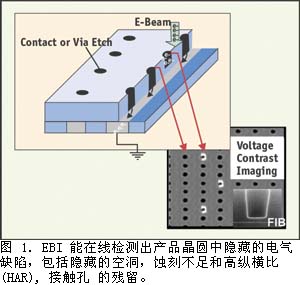
不断缩小的工艺空间、复杂的集成解决方案和新材料的引入,都为生产 90 nm 及以下的铜设备提出了独特的挑战。出现了各种与效能有关的缺陷,从隐藏的铜通道空洞、硅化桥到高纵横比接触孔的残留,使用传统的光学检查工具无法对其进行检测。实际上,唯一可找到这些隐藏电气缺陷的技术就是电子束检查 (EBI ,E-Beam Inspection),它使用电压差异 (VC) 查找接地短路(图 1)。 在 VC 模式中,EBI对产品晶圆进行在线电气测试。
领先的 Fab 在开发和试产期间,已广泛使用 EBI 作为工程分析工具。世界范围内 35 个铜制成 Fab 中,就有 30 个至少拥有一个 EBI 工具在按这种方式使用。多个领先的晶圆制造商,包括 Toshiba、ST Microelectronics和 TSMC,均有 EBI 工程分析应用的记载。
生产中使用EBI进行电路在线监控的例子来自以下公司:Motorola(摩托罗拉)、Texas Instruments(得克萨斯仪器公司)、Samsung(三星公司) 和 Altis。只有 EBI 才能检测到的缺陷在生产中不断出现,尤其在90 nm 及以下设计规格,这种趋势越来越明显。另外,批量生产应用预计会随着新一代高速 EBI 工具的引入而加速。为了方便在生产中应用 EBI,KLA-Tencor 引入了 eS3X 平台。 目前所用的 eS31 是为完成以下功能而开发的:提供居于行业领先水平的生产能力、高敏感的电子光学系统、次品分类、先进的管理控制以及便于使用。Fab 使用 eS31 进行开发、试产和批量生产作业。
确定 EBI 实施最佳方案
为了评估最好的实施方案,我们对铜 Fab 客户库中目前使用 EBI 的情况进行了调查。后段制程 (BEOL) 中,好的应用最起码包含 pitch Via 1 模块。Via 1 中最严重的缺陷类型包括空洞、蚀刻不足、蚀刻过量、残留和缺乏通道。对此模块的检查通常在以下步骤进行:Via 1 蚀刻(用于光刻主导的缺陷)以及后面的铜 CMP 步骤(Via 1 CMP 或 M2 CMP,分别对应单层镶嵌和双重镶嵌工艺)。 尽管设计规格较松,但是,由于薄膜厚度变化和集成问题,上层金属铜 CMP 和通道蚀刻 (Via Etch)/凹蚀刻 (Trench Etch) 检查也很重要。
前段制程(FEOL) 最常见的EBI点是接点 (contact),无论是蚀刻还是W CMP。由浅结工艺发展所推动,对钴化物 (CoSi2) 或镍化物 (NiSi) 模块进行电子束检查,也变得极其重要。

; 在生成基准缺陷 Paretos 分布图时,用户通常选用灵敏度高(小像素)检测程序。在开发阶段缺陷密度高时,通过小面积检查(晶圆的 10% 以下),即可得到准确的基准 Paretos 分布图。随着系统问题的解决和缺陷密度的降低,需要检查更多区域,方可获得在统计方面有意义的基准 Paretos 分布图。 ;
尽管取样要求随缺陷密度而变化,多数 Fab 仍然会对整个晶圆进行取样,以获得晶圆级的缺陷特征。此类“完整的晶圆特征”的获得方法有:隔行检查管芯,使用运行时分段跳跃,或使用 Weiner 等所介绍的快速区域 (eD0) 测试结构。图 2 为典型的 eS31 批量生产检查取样计划。
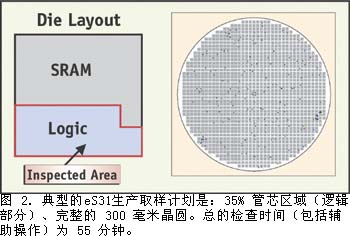
表1概述了生产线监控使用电子束对9个铜 Fab 进行检查的情况。生产线监控晶圆取样策略取决于要检测的效能偏移的程度。采用关键区域模型的很多客户,很快就发现尺寸大的芯片,需要检查较大晶圆面积才能发现小的偏移。建模和Fab经验数据表明,对于多数批量生产监控作业,eS31 可在1小时内检查足够的区域。
; 加快开发和试产
通过对效能有关的缺陷进行在线测量,EBI 使用户能够加快开发和试产期间的学习进程。通常,成功在线效能学习周期的关键是完全了解有关致命缺陷的分布和频率。长期使用光学检查工具的 Fab,对于物理缺陷已经形成这样的认识。但是,随着向嵌入式铜结构的转换,隐藏电气缺陷(如铜空洞和蚀刻不足通道)的危害程度大大增加。
为了满足这种需求,多数铜 Fab 在过去几年陆续采用了 EBI。此技术向进行工艺空间分割和集成研究的工程组,提供了快速量化与效能有关的电气缺陷的方法。另外,EBI 可以帮助更快地定位与效能有关的缺陷点。与线后晶圆探测和传统的故障分析相比较,在线 EBI 可以将学习周期平均缩短几天甚至几周。 ;
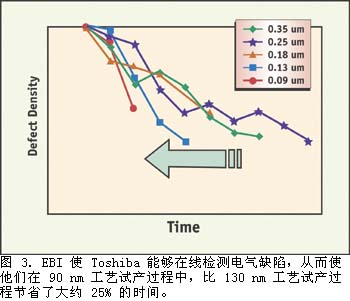
Mizuta 和 Amai对这种方法的好处进行了阐述,他们介绍了 Toshiba 在 90 nm 铜工艺的开发和试产过程中采用 VC 检查的方法,解决了实施 EBI 时常常遇到的两个挑战:生产能力和缺陷分离。他们通过将捕获率作为像素尺寸的函数,优化了生产能力和取样。说明了使用较大 (0.30 mm) 像素尺寸时,对于的主要缺陷(VC lines、islands),可以达到 86% 的捕获率。因此,可以在老一代eS20XP 系统上,用 50 分钟完成完整晶圆的取样(8% die(管芯)区域)。
同时,他们还展示了在线自动缺陷分类 (inline automatic defect classification),可以将多种 VC 和物理缺陷分类,其准确度和纯度超过 95%,从而消除了人工复核的必要性。 总之, Toshiba 的报告指出,EBI 使他们能够加快致命缺陷的分析周期,90 nm 工艺的试产比 130 nm 工艺快了 25% 左右。(图3)
在 BEOL 早期捕获偏移
隐藏电气缺陷通常首先会在开发过程中被检测到,但也会在批量生产中重现。 EBI 的电压差异模式提供了独特的能力,可以在线检测到产品晶圆中这些隐藏的缺陷,即可以捕获在其它情况下只能在最终测试时才能捕获到的偏移。 许多铜 fab 使用此电子束进行在线电气检查,来提高基准效能,监控偏移。 ; 例如,Texas Instruments 的 300 毫米 DMOS6 fab 将 EBI 用于 130 nm 设备的批量生产和 90 nm 设备的原型设计运行。 ;
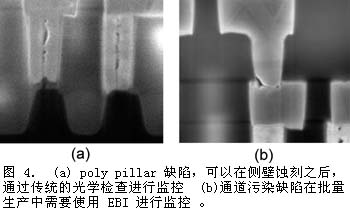
在试产和生产早期阶段,TI DMOS6 在最终测试时发现 DSP 产品的效能存在问题。 光学在线检查在门回路 (gate loop) 中检测到缺陷特征,但是未得到在线探针 post Metal 2 CMP 的确认。 ; 当使用 EBI 在 VC 模式下通过 post Metal 2 CMP 检查所标记的晶圆时,确认有断开接点。 ; Poly pillars(图 4a)缺陷类型是导致这个问题的根本原因,它发生时缺陷密度低于在线探针所能进行检测的缺陷密度。 ; 在纠正工艺后,在侧壁蚀刻中引入了成本较低的光学检查,以控制偏移。
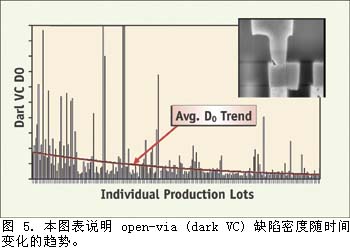
在此检查过程中,对同一批晶圆使用 EBI 还发现了第二个隐藏的 open-via 缺陷类型。 ; 发现在障碍金属沉积之前,通道污染(图 4b)阻止了溅射蚀刻,导致通道不接地。 通过光学无法检测到此类隐藏的缺陷,因此,引入了在线 EBI 检查点来监控 open via。 ; 这个逻辑点使 TI 可以降低 open-via 偏移的幅度和频率,使基准效能提高 15 到 20%(图 5)。
解决 FEOL 中的偏移
除铜模块之外,非视觉缺陷检测在 FEOL 中也很重要,尤其对于接点而言。 Altis Semiconductor 实施了EBI 监控,以便在线检测触点 (W CMP) 处的偏移,同时还对 M1、M2、M3 CMP、CoSi 和 Via 1 etch 进行 EBI 监控。在其SRAM contact post W CMP中使用在线 EBI 监控使 Altis 可以检测到偏移并采取纠正措施,比他们原来依靠最终测试提前了六个星期。在EDRAM contact post W CMP 中通过EBI 监控来控制工艺改进活动,EDRAM 的故障率平均下降到所参照 SRAM 设计故障率的 1.2 倍。
高投资回报率
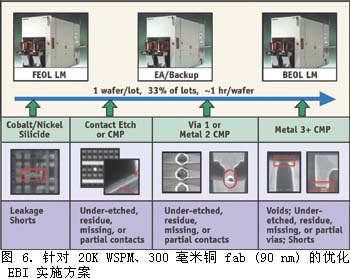
图 6 展示了 EBI 技术的优化实施范例,它针对典型的 300 毫米、20,000 WSPM、90-nm 设计规格的铜逻辑 fab。 ; 在此实例中,有三个 eS31 EBI 工具: ; 一个用于监控 FEOL(硅化物和触点),一个用于监控 BEOL(Cu CMP 和通道蚀刻步骤),一个用于进行工程分析。 ; 在技术生命周期内,均需要配备专用的工程分析工具,以便提高基准效能;它还可用作备用工具,以便在生产工具进行维护保养时使用。 ;
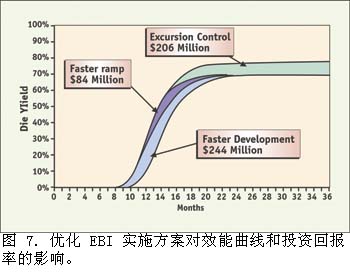
EBI 技术的优化实施在开发阶段可取得较高 ROI 值(图7),与全球对铜开发作业几乎全部使用 EBI 相吻合。EBI可将开发和试产学习周期缩短,从而可以更快地使产品打入市场,获得较高的 ASP。随着形势的发展,这个趋势会继续。生产 ROI 说明了在线检测电气缺陷越来越重要。
作者信息:
David W. Price :KLA-Tencor高级应用工程师和地区产品经理。 ; 他在世界范围内已帮助 15 家以上的铜 fab 实施了电子束检查技术。 ;
Todd Henry :现任KLA-Tencor 的产品行销主任。先后在 AT&;T、Lucent Technology、Agere Systems 任职,在产品、工艺、集成和效能领域有 20 多年经验。 ;
Robert Fiordalice:KLA Tencor效能技术解决方案部门资深主任。Fiordalice曾是摩托罗拉公司研究和开发实验室BEOL 开发小组的负责人,帮助摩托罗拉将铜互联 (Cu interconnect) 和低 K 值电介质 (Low k dielectric) 转化为产品,在半导体工艺和集成方面有二十多项专利。