在当前全球晶圆级封装(WLP)市场中,使用无铅和窄节距凸点的WLP所占据的市场份额还比较小。但未来在不同市场范围内对无铅焊料的需求在急剧上升,并且当需求/成本的比例增大到一定程度时,窄节距晶圆凸点技术就会有大量的需求。
使用无铅和窄节距凸点的晶圆级封装(WLP)在全球WLP的市场需求中占据的份额还比较小。尽管根据国际半导体技术蓝图(ITRS)预测:到2009年,凸点间的节距(相邻凸点中心到中心的距离)为100mm。但对于量产的凸点制造商来说,目前市场对节距<100mm凸点的需求量非常低。例如,焊料凸点的鼻祖—IBM,仍在许多产品中使用节距为220mm的C4凸点技术。对窄节距互连来说,目前一个很小但增长迅速的应用领域是在高密度象素探测器阵列上的应用。与此同时,很多市场和实际应用对无铅焊料的需求也呈快速增长态势。大量汽车电子产品和手机的OEM供应商发现,客户对于无铅产品的需求正持续增长。
由于其成本低,导电和熔点相对较低等特点,铅被广泛应用于电子产品中。然而,一些国际间的协议,特别是欧盟法令,出于个别国家政府的要求和消费者的特别需要,在出售的消费类电子产品中,都要减少使用那些已知的有毒材料。因此,尽管铅的各项性能都很出色,但仍需寻找在电子产品中可替代铅的材料。
据估计,电子封装中30%的焊料连接都是用于无源器件的连接。California Micro Devices (CMD)生产的带有凸点的无源器件和 AVX公司生产的“集成无源器件”都是直接在晶圆上制作完成的。他们所使用的厚的Ti/Cu凸点下金属化层(UBM)可以与含铅焊料和无铅焊料兼容。尺寸在150-300mm的含铅或无铅的焊料球被放置在无源器件的晶圆上实现WLP。但AVX公司采用了蒸发C4工艺制作凸点后,发现对制造成本的控制未能达到他们期待的水平。因此,尽管他们已经可以制作尺寸为60mm的凸点,但在实际的产品中仍然没有使用。受限的元件供应商也对焊料印刷技术进行了评估,这些技术用于他们生产的带凸点的无源器件中;到目前为止,使用焊膏印刷技术的最大挑战在于焊料球尺寸的均匀性无法得到保证。最新的报道显示,焊膏供应商已经可以明显改善了焊膏球中的空洞。
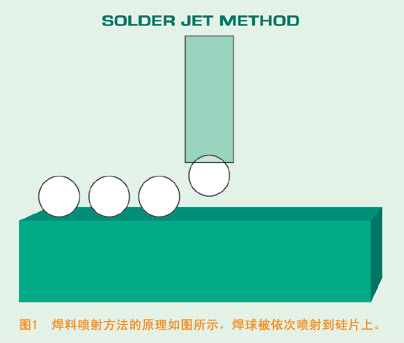
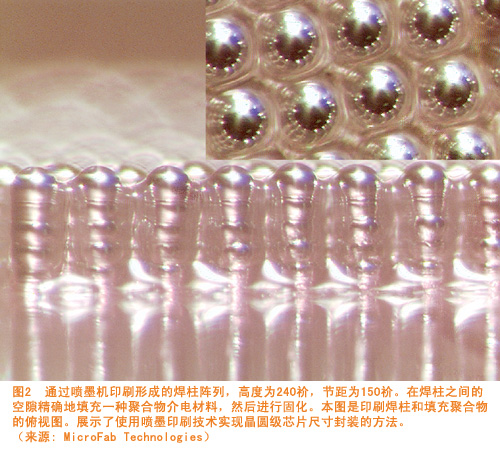
有很多种方法可以用来制作晶圆级凸点(表1)。焊料喷射、植焊球和接线柱球焊工艺都具有高度的设计灵活性,都属于顺序(逐个)制作凸点的方法,但这类方法的生产周期较长。使用焊料喷射的方法完成WLP时,针对不同的设计版图,不需要增加新的光刻设备(图1和图2)。对于新版图不同的引脚分布情况,可以根据CAD文件通过程序对机器进行调整。Pac Tech 公司和 MicroFab Technologies已经开发出带有快速焊料凸点喷射能力的精密仪器;通常在铝焊盘上的UBM是Ti/Cu和化学镀镍金(ENIG)。与此同时,焊料球的放置通常限于相对较大的焊球尺寸,并且应用于新设计时需要做一些新的调整。丝网印刷(Stenciling)、微镀工艺和铟蒸发沉积属于并行凸点制作工艺(所有的凸点都同时制作完成),并且微镀工艺和铟蒸发沉积都可以提供高密度节距。
高密度象素探测器
对于象素阵列的研究兴趣在不断增长,对应于不同的探测器的应用,它需要高密度象素。这类阵列有时在每平方厘米的范围内拥有40,000个象素单元,每个单元都需要一个焊料凸点将硅基板上的探测器与其他全硅技术制造的读出IC连接起来。正是为了保证如此狭窄的空间内分布高密度的互连,节距需要≤50mm。目前已经开发了两种窄节距互连方案:如节距为25-50mm的电镀共晶SnPb(图3)的含铅焊料和节距约为15-50mm的铟焊料。
据报道,欧洲的研究人员已经将节距为15mm的铟凸点WLP工艺应用到了象素IR焦平面阵列系统。铟凸点在小型研究性的实验室已是一种简单的工艺,并证明可以实现具有挑战性的50mm的节距。铟焊料是脆性的,可在较低的操作温度下使用。然而,由于铟的剪切强度较低,通常在探测器组装过程中使用铟凸点的产品成品率较低。因此,更为牢固的共晶SnPb焊料刚好满足了多数高能量物理(HEP)研究人员应用象素探测器阵列作粒子研究的要求。
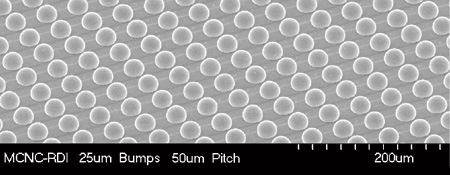
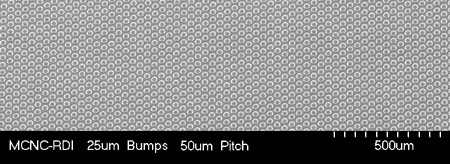
图3 在两种放大倍率下,用于像素阵列的窄节距WLP,
其凸点中心之间的距离为50 uM。(来源:MCNC-RDI)
全球范围内,很多组织都在将高密度象素探测阵列引入到其研究领域中,像天体物理学以及对医学影像学和对蛋白质结晶的研究。例如,一种在医学研究领域的应用就是X射线成像,这对细微骨头的精细高分辨率成像是必不可少的。总的来说,高密度象素探测器的应用还没有推动无铅焊料的使用。欧盟的政策和全球范围环保人士对消除电子产品中铅污染的关注虽然很具威力,但对于此类相对小规模的特殊应用来说并不构成严重的威胁。然而,随着焊料互连在医学影像的应用大量增长,它得到了政府和环保主义者越来越多的关注,因此它也面临着必须向无铅焊料互连发展转变。继续发展还是放弃高密度含铅焊料技术?最终,研究人员在硅3-D互连结构中使用铜作为通孔之间的连接和对环境无害的键合材料作为解决方案。ITRS计划中的无凸点阵列技术在2010年后才会有需求;我们仍需要面对面的封装和其他的3-D封装以满足高频、低功耗和小外形尺寸的要求。
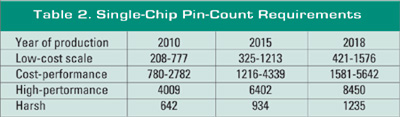
尽管一些象素探测器在一个“封装”单位需要的凸点数高达40,000,ITRS的规划却指出消费类电子产品所需的凸点数远少于这些(表2)。除了象素探测器这个小市场之外,大部分窄间距凸点都是由专门的凸点制作商完成的。Unitive和Advanpack公司致力于商业量产的晶圆级凸点制造,他们的客户对节距小于100mm的凸点关注甚少。对于这类窄间距凸点存在一定的需求,但需求量较小,在晶圆级凸点制作中份额低于10%,在管芯级凸点制作中份额低于2%。这样的现实也降低了研究人员的热情:只有在最大的管芯上才需要制作窄节距凸点。不过无铅超窄节距凸点应用的最大障碍仍来自于无铅焊料过高的弹性模量。
大量的无铅应用
无铅技术正继续赢得青睐,据估计,Unitive约50%的晶圆已经使用了无铅技术。其中大部分都是用于节距为0.5 mm的晶圆级芯片级封装(WLCSP)。Intel公司生产的产品中,二级封装使用的焊料100%都是无铅的。大约50%的倒装焊使用无铅焊料,其目标是到2005年底一级封装的焊料100%实现无铅化,这也是为了符合EU在2006年全部实现严格的无铅化法令。为了实现这个目标Intel广泛地严格评价了各种无铅焊料体系。Infineon也在其30-60%的倒装焊产品中使用了无铅焊料。
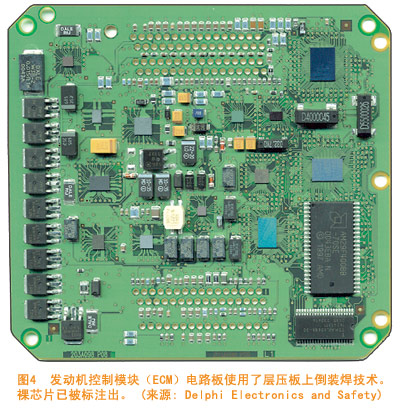
汽车电子产品面临的挑战和发展趋势仍然在成本、性能参数、可实现的功能和可靠性等几方面。使用“层压板上倒装焊”技术可以降低系统的成本和实现高可靠性(图4)。为了进一步突出使用倒装焊的成本优势的优点,在某一特定的电路板上需要将尽可能多的IC改用倒装焊的形式。这样一来,很多功率器件也需要转为倒装焊。对于成功的倒装焊封装来说,热设计和牢固的凸点金属层就显得尤为关键。自2000年起,Delphi公司层压板上倒装焊技术已经开始量产。主要用于其ECM(发动机控制模块)和ABS(制动防抱死系统)的控制器中。 这些都是比较特殊的应用,需要在严酷的工作环境下保证很高的可靠性。
Delphi使用溅射的Al-NiV-Cu薄膜作为UBM,并且在目前的倒装焊产品中使用了多种凸点金属(包括50InPb, InPbAg, SnPb-2.5Cu和63SnPb)。倒装焊封装的可靠性问题主要来自于焊料的疲劳、UBM电迁移、焊料电迁移和UBM的损耗。只有在实验室的研究环境中进行全面的可靠性测试才能发现这些失效机制。自2000年以来Delphi公司每年使用层压板上倒装焊封装技术生产了数以百万计电子模块。这些模块还没有发生以上的失效机制引起现场失效的记录。事实上,倒装焊是在PCB上可靠性最高的封装技术之一。历史上,由倒装焊与其基板之间热失配引起的凸点焊料疲劳导致的可靠性问题是倒装焊封装中需要首要考虑的问题。然而,技术发展到今天,焊料凸点疲劳失效可以简单地通过挑选合适的管芯尺寸、基板材料、下填料、凸点金属和组装工艺来克服。真正的挑战来自于由管芯尺寸缩小和在严酷环境下使用造成的工作温度持续升高和凸点电流密度持续增大。控制电流聚集效应引起的UBM电迁移现象是目前研究工作的焦点所在。
对于一个150mm的共晶SnPb凸点来说,140℃时可以负载的最大电流是240 mA。还要注意到当共晶SnPb凸点组装到以NiAu作为表面涂层的PCB上之后,其使用和操作温度不能超过150℃。 其失效机制是UBM消耗,在HTS、HTOL和热循环测试中,测试的温度有一段时间超过140℃(如在150℃下积累200小时),这种失效情况就会发生。这个系统的金属化层由共晶SnPb凸点覆盖在Al-NiV-Cu薄膜UBM上组成,该金属化层的可靠性是由UBM的厚度决定的。 特别是其中NiV-Cu 层的厚度和其顶部的IMC(金属间化合物)的联合作用,决定了凸点的失效机制。这个问题可以通过向共晶SnPb凸点中添加2.5%的铜来解决。在近似共晶SnPbCu 合金中多余的铜可以在UBM/焊料界面处以IMC的形式析出Cu-Sn。这个析出过程是在凸点的固化(冷却)循环或组装回流工艺中完成的。其结果是在原来的薄层UBM被顶部带有额外Cu-Sn IMC层的厚UBM取代。这种SnPb-2.5Cu凸点可以在150℃下负载350 mA的电流,并且可以达到在-50℃/+150℃的温度范围内循环1000次,意味着可以满足严酷工作环境的要求。未来产品对凸点负载电流能力的要求是在150℃ 下每个凸点可以通过的电流为500-1000 mA。 为了实现这样的目标,需要使用如SnAgCu 之类的高温凸点合金。
Delphi公司的客户对无铅解决方案持有兴趣。汽车电子行业是在EU的WEEE和RoHS法令赦免范围之内的,这两法令要求在2006年7月之前在消费类电子产品中禁止使用铅,但汽车供应商仍然愿意被看作是环保事业的支持者,因而乐于使用无铅产品。现阶段Delphi公司就在开发几个无铅PTH和SMT系统的项目。无铅倒装焊已经被看作SMT的组成工艺之一。目前已经选择了近共晶SnAgCu合金凸点系统,并准备与2006年投入到产品中。为提高热循环、HTOL和HTS测试中凸点的可靠性,SnAgCu凸点合金中掺入了3%的铜。该SnAgCu凸点预计可以在150℃的结温下负载600 mA甚至更大的电流。通过选用合适的材料和组装工艺,层压板上SnAgCu 无铅倒装焊技术可以在-50℃/+150℃的温度范围内完成1000次循环,可以满足严酷工作环境的要求。总的来说,焊料的疲劳是倒装焊封装中一个可控的因素;在高温/大电流环境中真正的挑战来自于由金属扩散引起的失效。
结论
大量电子产品中含铅焊料正在被迅速取代以达到国际协议去除有害材料的要求。这个领域的领跑者就是SnAgCu合金。与此同时,超窄节距的WLP技术(<50 mm)被发现在不少领域都有应用。节距≤50mm方面的应用:象素阵列探测系统正迅速发展。如果需求/成本比合理的话,窄节距凸点技术很快就可以实现量产。窄节距凸点技术的成本无法降低的关键在于它必须同高密度PCB结合使用,而后者的成本则比较高。目前超窄节距WLP并没有在出售的电子产品中被采用,并且在2006年的国际协议之前很难看到向超窄节距无铅系统转化的趋势。
本文由IEEE Components, Packaging and Manufacturing Technology (CPMT) 分会提供。
作者信息:
Richard LaBennett曾在RTI的光学和电子封装部门任研发工程师和经理。在电子封装、柔性电路板和混合微电子电路等领域拥有丰富的经验。他的团队曾为CERN, DOE和USAF的电子封装项目开发了以实现概念为目的的多芯片模块。他拥有Benedict学院的化学学士学位、Atlanta大学(Clark-Atlanta)的无机化学硕士学位。
E-mail:rlabennett@rti.org
Shing Yeh 在Delphi公司工作了长达20年,目前在Delphi电子与安全公司任无铅倒装焊技术开发组的项目经理。他拥有清华大学(台湾)的材料科学学士学位和Marquette大学的材料科学硕士学位。
E-mail:shing.yeh@delphi.com