摘要:传统的测量技术,比如特征尺寸扫描电子显微镜(CD-SEM)、原子力显微镜(AFM)、椭偏仪、散射仪和其它一些设备,显示出有希望不断完善和能满足极端的检测、测量和测试的需求,并为45纳米及更先进的技术所应用。建模的能力也将不得不发展以满足挑战。
为了工艺控制,先进测量技术可以被分解入工艺集成,提供反馈和预见的能力,从而改善工艺和减少在工艺控制中浪费的晶圆数量。独立工具基本上用来提供反馈而不是预见,例如CD-SEM,断面SEM,双束流等等。
随着新结构、具有挑战性的高宽比和材料的引入,需要不同的方法和测量设备进行校正。集成测量技术(IM),比如光学特征尺寸(OCD),将要求通过新途径更快地开发模型,这是因为当一种工艺被引入时,花六个月时间等待建模是不可接受的。
Applied Materials刻蚀组应用和测量技术的项目经理Izak Kapilevich指出集成了OCD能力的刻蚀系统能够预见和反馈工艺监控的数据。当监控晶圆流入,经过刻蚀、流出时,将构成一个闭环系统来实现监控。更加严格的参数控制可以使预见和精细调整刻蚀菜单成为可能,既节约了晶圆又节省了时间。困难在于,一个快速可靠的集成OCD系统需要一个模型库:包括各种能预见的情况,如不同的材料、薄膜层的光学属性等。
LER的问题
“CD-SEM不只是用于特征尺寸的测量,” Kapilevich说,“还有需求去做LER(线条边缘粗糙度)和LWR(线条宽度粗糙度)的测量和表征;刻蚀菜单不仅要优化CD的均匀性和匹配性,还要优化由线条边缘粗糙而引起的条纹。
Dean Dawson,Veeco Instruments公司半导体AFM设备的市场总监认为:光刻胶的LER在65纳米节点,对于CD预算来说占了非常大的一部分。 “AFM可能是除断面技术外唯一的一种可以直接测量LER的技术,并且它不附带模型和取平均值带来的不准确性。这是因为它直接在特征点,如多晶栅极上,进行三维测量。”他说。CD AFM将补充现有的测量技术,它将在精确测量LER和LWR上作出努力。
在65纳米以及更先进的技术中, TEM断面技术将用得越来越多。器件制造者越来越多地避免用断面SEM,而是用断面TEM来得到所需要的分辨率和精确度。这是昂贵并且耗费劳力的。对于关键层次,工业界已经把三维AFM作为选择之一。它更快速,非破坏性,也更加便宜。
根据Applied Materials的研究,通孔和接触孔变得更加复杂,对其形状和尺寸进行二维和多方位的测量。结果必须要看在特征点附近的总体表现。这就要求高分辨率的SEM设备。并且,因为测量要求在器件而不是测试结构上进行,这就要求测量技术是非破坏性的。在更高的电压和剂量下,SEM提供了更好的分辨率,但这也破坏了它所测量的器件,特别是当在晶圆上测多个点时,这是我们所不愿看到的。
Gregg Higashi,Applied Materials负责前端产品组的CTO,指出:“人们试图利用椭偏测量仪来测试厚度,但不幸的是,在小于50?的情况下,你不能同时得到薄膜的折射率和厚度。你必须首先假设折射率,然后再从这个折射率提取出厚度。”
Applied Materials最近在开发一种去耦合等离子体氮化硅(DPN)薄膜。富含的氮元素改变了下层薄膜的介电常数,使栅氧化物变成一种中等K值的物质,这减小了由于膜非常薄而带来的漏电流。然而,也使得折射率发生改变。Applied Materials已经发现XPS对于这种等离子体氮化物薄膜是一种合适的测量手段,因为XPS能测得氮元素的浓度,稳定地测算出等价的氧化膜厚度。难点是高K值的材料,因为这将涉及到如何计算复合多组分的包含铪、硅、氧和氮元素的薄膜的化学当量。
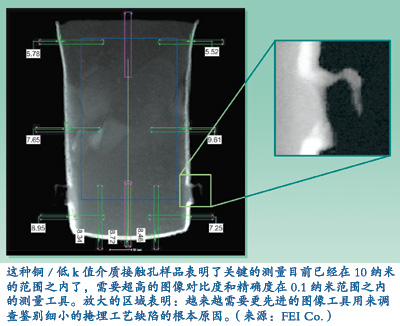
FEI公司的fab产品市场总监Todd Henry预测测量技术的拐点将出现在65纳米和45纳米技术节点,为了支持性能上的需求和得到更高的封装密度,新材料和新结构的引入促进了这种转变, 比如优化栅极的鳍状场效应晶体管(finFET)器件。剖面的测量需求变得越来越复杂,传统的测量技术不再胜任。在浅槽隔离阶段,器件制造者沿着X和Z方向测量剖面。随着有源区顶部的氮化物变得更薄,这种测量也是需要的(如图)。
传统的CD和散射仪的测量方法只适合于简单的结构(如:直线,基本的接触孔形状,电容等)用得也越来越少,并且进而转向断面测量。最终这些技术将会转入产品工艺控制,并成为精细的、必需的测量技术,断面测量并未取代CD-SEM和散射法测量。将来会有一种将三维断面、测量混合在一起且匹配传统CD-SEM和散射仪的策略。在fab中,这种转变需要更高的分辨率的测量方法,如STEM。
隐藏的系统错误
KLA-Tencor公司的负责参量解决方案的技术副总裁Kevin Monahan认为193纳米浸入式光刻将一直延续到32纳米。随着工艺窗口的不断缩小和在早期生产时对参数成品率的相关影响,将导致设计间的相互作用日益复杂。“即便是现在,我们在早期生产中发现的错误是系统错误,而不是随机错误。”他说。
SEM有着隐藏的系统错误,它随简单的CD测量到更多的与成品率相关的、基于形状和设计的测量方法而增加。对于散射仪,则是从特征尺寸和边墙角度测量到更多的与成品率相关的、多参数的基于侧面轮廓的测量方法。传统的方块套方块的套准测量方式正转向更加精确的基于光栅原理的测量方法和在许多情况下的应用片上测量方法。“目的是为了揭开前一代工具不能观察到的隐藏的系统错误。”KLA-Tencor公司的负责参量解决方案的技术副总裁Kevin Monahan这样说,“事实上,至少有四种隐藏的系统误差:观察不到的, 未被采样的,不能建模的和不能修正的。”
作为考虑在散射仪之前的情形的一个例子。用CD-SEM去定义栅极侧面轮廓是困难的,并且常常要用AFM来做补充测量。现在散射仪能够测量栅极侧面轮廓的细节(尤其显著的是能看到过刻蚀凹槽和底部放大效应),相对于原先的CD-SEM,他们对电性能和成品率更加敏感。对于SEM,不能看到过刻蚀凹槽和底部放大效应这些隐藏的错误。
未被采样的错误也是一个要考虑的方面。“许多采样计划的失败是因为他们没有足够取样或是细节不充分。” Monahan说。批与批之间的采样是通常的做法。晶圆到晶圆的采样正变成一种日益熟知的用于预见散射仪的方法。在预见先进工艺控制中,对每批二十五片晶圆进行采样是通常的做法,用独立测量工具就能有效地完成。在执行批与批之间或晶圆与晶圆之间采样,并进行适当修正后,剩下的大的CD偏差则来源于晶圆内。这样,下一个挑战便是晶圆内的和像场内的修正。必须再次增加采样以满足这些要求。
CD和套准的应用中都会产生未模型化的系统错误。晶圆上位置和像场间互相作用经常被忽略。在套准方面,高阶未模型化的误差会来自于热应力,不对称的沉积和其他工艺引入的形变。而后,未模型化的片上误差则来自于镜头失真和掩膜制造。
第四类隐藏的系统误差是无法纠正的误差。在fab中,很难通过采用标准的APC策略控制这类误差,尤其是来自于掩膜板的像场内误差的情形 。对于无法校正的误差,一种长线的、闭环DFM的策略可能更加合适,在这种策略中,设计数据会预见给fab测量系统,同时fab数据也反馈给设计,以优化工艺窗口。关键是,DFM是为了扩大某一给定器件的成品率窗口,而APC是为了保证工艺在这个成品率窗口下进行。将来,两者都需要更多的工艺测量反馈。
在检测方面,KLA-Tencor公司晶圆检测组资深市场总监Brian Duffy注意到了一系列已经出现或者正要出现的难题,用术语来说是图形相关的难题或系统机制。
“测量的领域在变化中,比如CD、剖面、空间成像、以及膜厚测量、缺陷和颗粒测量。”Nanometrics公司市场总监Peter Gise说,“在我们向65纳米技术前进时,CD-SEM和成像正达到它们的极限。散射仪正变成一种补充的测量手段,主要用于光学CD测量,它也可以用于基于衍射的套准测量。然而,我们也能够挖掘出其他的能力:比如不同目标和精细调整的套准光学,也许能推动空间成像用于45纳米技术。
Nanometrics公司的工程平台经理Jon Madsen注意到,膜厚测量和65纳米OCD测量两者变得模糊起来。“这是两种分立的测量。现在我们正把测量从划片槽移到有源区上。”他说,“在65纳米,为了得到更好的工艺控制,在划片槽里的膜厚测量将在器件有源区上进行。”测试目标将被设计在划片槽里。你可以用散射仪测量膜厚,散射仪征用于更多的工艺和更多的层次中。”对65纳米APC光刻是关注的焦点,每一步光刻工艺需要散射仪进行测量。
Nova Measuring Instruments公司的CTO Moshe Finarov也注意到:在45纳米技术节点,散射仪可以作为选择之一。“因为缺乏芯片与划片槽上测试点之间的相关性,测量必须在芯片图形上完成,”他说,“既然保证束斑大小尺寸与实际设计规则兼容在实践上是可行的,那么测量就必须在复杂三维结构上进行,这就需要有不同于现有的模型化能力。”要得到测量结果分布图就需要在晶圆上有更多的测量点,要求更加高的生产能力。大多数工艺将涉及复杂的APC方案,并且大多数工艺工具也将使用集成测量。
Rudolph Technologies公司市场总监Christopher Morath同意膜厚与光学特征尺寸是趋同的。 “在平面结构上测量膜厚无需满足在65纳米技术节点时所需的工艺控制要求。制造者将采用图形测试结构,可以取得工艺在实际芯片上非常类似的的表现。先进晶体管结构的引入将加速这种趋势的进展,栅极介质将很有可能被硅条围着,形成一个三维结构。为了实现真正的测量超薄带图形的薄膜的能力,比如栅极介质,基于激光的散射仪技术是不可或缺的。”
光学在继续
Philips AMS公司的技术经理Peter Rosenthal讨论了光学红外反射仪在动态随机存储器(DRAM)制造中的测量应用。随着DRAM沟槽尺寸的缩小,很难用传统技术如AFM来测量。这促使我们开始采纳基于模型的红外反射仪。随着技术节点的缩小,特别是对于AFM,在测量大的高宽比的沟槽的深度、侧面轮廓和下凹结构时尤其会遇到很大的障碍。红外技术已经被证明可测量许多不同沟槽结构的各种几何参数,无论是在速度还是在感度上都可满足在线,量产生产的需求。
新技术节点和新材料使控制问题越来越难于处理,需要更广泛的采样和类似于APC这样的技术的帮助。一种快速的、非破坏性的、适应各种采样策略的测量方法是理想的解决方案。Philips AMS公司首席技术专家Michael Gostein论述了声学测量应用于铜的重要性。“随着线宽变窄,在铜电镀工艺方面你会碰到其他的障碍,比如说在更加窄的线条之间填充铜的困难。高速测量和APC型反馈环使严格的铜电镀工艺控制受益。”他说。
基于模型的红外测量(MBIR),类似于散射仪,非常依赖于建模以及通过SEM等参考技术实现的验证和校准。这会增加发展一种新应用带来的困难。然而,由于对几何散射的不够敏感,MBIR能够采用比三维散射更简单的校验工艺。得到的结果是能够直接用于器件结构上的快速的、多参数测量能力。
ReVera公司副总裁Tom Larson也预见到了在工艺模块中引入额外的材料的挑战性。“测量技术对材料组分变化的不敏感性带来了复杂程度的显著提高。”他说。明显的例子就是晶体管栅极介质和DRAM电容。对氮氧化硅栅极材料,等离子氮化物的引入已经改变了成品率监控策略的范围,并且控制氮浓度的变化变成了主要的要求。在45纳米,很多栅极介质变成了HfO2或HfSiO4的形式,需要额外的组分敏感度和控制。对DRAM来说,在更小的空间有更多的存储量就需要采用高k膜。
Neal Sullivan,Soluris公司技术副总裁预见到三种先进的测量需求。“第一种需求在于大的高宽比结构中非常深、非常小的接触孔,尤其在DRAM中。我们必须使这些结构的底部进行清晰成像来保证接触孔的质量。”
“第二点是受图形限制的成品率。在低k1(次波长) 光刻技术的驱动下,工艺从缺陷主导到图形主导的变迁,暗示着CD测量方法的变化。特征尺寸测量法已经演变为特征形状测量法。在特性图形中非受控的变化度不仅降低了特征尺寸测量的精确度和重复性,而且它本身也是关键工艺参数,有着它自己的权重,显示了对于晶体管性能的直接关联和预判价值。
“第三个考虑就是生产力。工艺窗口的变窄和过渡到300毫米晶圆已经引起对高密度取样方案的需求。器件制造者将通过提升产能以降低增加的测量费用。
Timbre Technologies 公司资深应用工程师Dan Engelhard承认工艺窗口正在不断变小,而且更加复杂。“虽然我们谈论关于65纳米节点,但是实际的特征尺寸在形成多晶硅时会更小。工艺窗口将围绕着这个更小的特征尺寸,而不是间距(pitch)的一半。”不但是采样的需求在上升,而且基于测量的控制应用在批次之间也不存在了,然后在晶圆之间,在晶圆面内也是如此。测量点的数目在不断增加,使得集成测量变得更富有吸引力。
集成测量已带来已知的和未知的好处。“当使用者开始在涂胶显影机和刻蚀机上实现CD量度的集成测量时,他们发现它作为CD-SEM的替代物,能够提升生产力。”Timbre Technologies公司市场总监Bob Monteverde解释道,“集成测量缩短了生产周期时间和减少了冒风险的晶圆数目。但是接着作为使用者开始从好几万枚晶圆上收集集成测量数据时,他们开始看到由晶圆间工艺变动引起的数据中的独一无二的特征;这在传统的在批次间采样中所看不到的
当我们走进65纳米并且展望45纳米时,高NA浸入式光刻、更多的CMP层等使工艺具有更多的变化,这需要更多的测量。很快,先进的测量技术将无处不在。