摘要 使用新型高分辨率暗视场检测概念可以成功地对高深-宽比结构中的残余物和浅沟槽隔离氧化物孔洞进行监控。通过与精确工艺步骤的紧密结合,可实现对潜在误差的快速响应并缩短学习周期。
与上一代设计规则相比,亚100nm设计规则DRAM的开发和制造面临着前所未有的挑战。按照新型设计概念,由于器件结构不断缩小,其外形特征的深-宽比增大,这样就给工艺控制增加了难度。因此要求寻找一种能够对带状缺陷和孔洞缺陷进行可靠检测的高深-宽比(HAR)检测方法。另外,由于缺陷尺寸接近小型特征尺寸,许多从前认为不那么严重的缺陷如今变得极具损害力。因而缺陷检测和良率控制技术的改良成为加速开发并实现批量生产的基础。
检测方法
Qimonda AG公司(原Infineon Technologies公司)在Dresden(德累斯顿,德国)的300mm设备目前执行的是90nm生产设计规则。工艺的变化,尤其是前道工艺(FEOL)的变化引起几种良率问题,因此要求采取更加有效的监控方法,避免良率的大幅下降。1本文将对DRAM叠层前道工艺中出现的两种问题进行讨论(图1)。这些问题一般出现在新型深沟槽模块和隔离沟槽(IT)模块中。涉及的关键工艺包括埋置连接带刻蚀和浅沟槽隔离(STI)CMP。
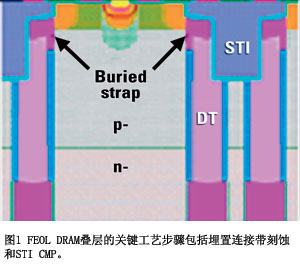
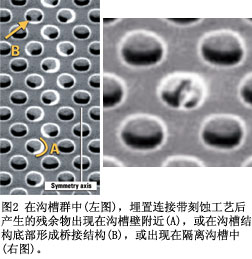
第一个问题是埋置连接带刻蚀工艺后由近乎填充的沟槽中HAR结构中的残余物引起的。这些残余物或附着于沟槽壁的某个部位,或在沟槽结构底部形成桥接结构(图2)。残余物对大面积、多个沟槽产生影响,并在进行后序IT刻蚀工艺时做为上一层的缺陷很容易被检测到。因此,使用新型检测工艺对埋置连接带刻蚀工艺进行检测的目的是为了检测某一工艺缺陷,从而加速反馈周期。
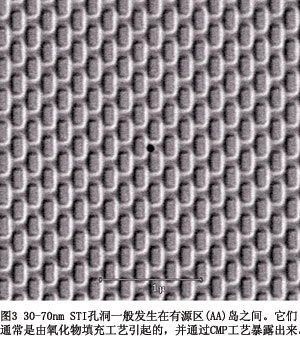
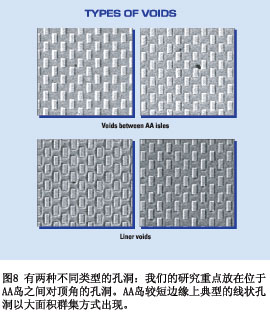
STI孔洞是需要进行监控的第二种良率问题。微小的氧化物孔洞出现在STI模块的有源区(AA岛)之间(见图3)。随着设计规则的不断缩小,这些缺陷显得越来越关键。在后序工艺步骤中,这些孔洞被填充,引起短路并使器件的可靠性下降。
我们应根据两种缺陷类型的尺寸和特性,采用高选择性监控和检测方法解决这两种良率问题。缺陷的尺寸远远小于100nm尺寸节点,且外形与/或材料几乎没有任何差别,这些通常可以辅助增加暗视场检测系统的散射强度。最佳检测解决方案应具备高分辨率和理想的高产能特征,从而实现在线检测。建议使用新型KLA-Tencor暗视场图形晶圆检测系统 — Puma 9000。系统的核心功能是新型Streak成像技术,它把照明通路中的激光散射技术与散射信号的高分辨率成像技术结合起来。采用高分辨率暗视场成像技术可使关键的灵敏度与高产能相结合。这一检测概念使Infineon公司实现了有效的HAR残余物和STI孔洞监控战略,并使之系统地应用于工艺的改进。
埋置连接带工艺后产生的残余物
对HAR结构残余物的检测应注意两个重要问题。残余物以群集的方式出现,并使多个沟槽受到影响,形成细长的外形。第一个问题是检测到的残余物群的平均尺寸不确定。另外,隔离沟槽中残余物缺陷的捕获速率也不确定。
图4证明受残余物影响的沟槽群越大,缺陷的捕获速率也越高,并且即使在很小的频率下,也能捕获隔离沟槽缺陷。通过信号-噪声分析,可以对隔离沟槽中单个桥形缺陷进行更详细的研究。
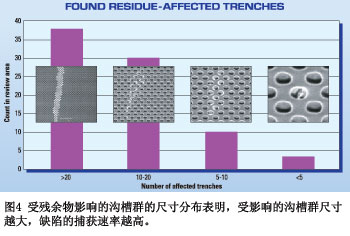
图5 表示了这一级别三种典型的缺陷。对不良缺陷局部图形与其相邻晶片的参考局部图形进行了对比。两种图形均可以按照常规方式保存在工具上。这些图形具有很高的利用价值,因为它们还可以用于此后的在线缺陷等级(iADC)设置,或在SEM观察时辅助缺陷的定位。根据这些图形我们发现,这些缺陷的信号-噪声值介于2-7之间。通过对每种缺陷的检测参数特性以及用于检测算法的阈值参数的比较我们发现,大多数缺陷可以很容易地检测到,且捕获速率很高。
第二个问题是激光束的入射方向与沟槽对称轴的相互关系,以及照明和聚光的特殊极化方式,这两者对于捕获缺陷特征都十分关键。实验证明,如果激光束入射方向与沟槽的对称轴垂直,照明通路采用S极化方式、检测通路采用S极化或无极化滤光器可以暴露这些缺陷。
如果激光束入射角与沟槽的对称轴平行,照明通路采用极化组合(180°偏转,P极化方式)且检测通路只能采用P极化方式才能暴露出缺陷。检测过程中所有其它极化组合都不能捕获这些位于沟槽的特殊类型的残余物缺陷,它们也很难采用光学及SEM法检测到。
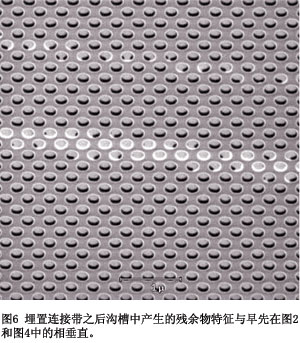
假使所有残余物引起的沟槽缺陷群都呈现长条状外形(如图4所示),还要考虑这种条形特征方向本身对检测工作的潜在影响。然而迹象表明,在某种工艺环境中,如果缺陷方向垂直于沟槽结构的对称轴(如图6所示),沟槽的残余物特征就可以被检测到。
通过上述详细研究,我们对检测工作进行了表征,并确定这种检测方法是一种极适用的工具,可用于改进、监控并解决工艺问题。虽然系统工艺变化问题可通过某种快速检测反馈得到处理,残余物问题仍被认为可能是工具误差的结果。因此,检测目的已从纯粹的HAR残余物监控变成了综合残余物误差监控的基准检测。
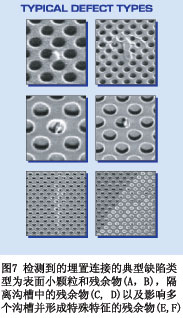
图7表示采用基准监控步骤捕获的主要缺陷类型。这些缺陷包括在沟槽中引起特征(图7 E、F)的表面颗粒和残余物(图7 C、D),以及表面和随机分布的缺陷(图7 A、B)。
STI氧化物孔洞
选择灵敏性和高产能检测方法对于有效捕获STI氧化物孔洞非常重要。研究的焦点在于对晶圆中可能出现的孔洞误差进行快速监控检测。虽然其它缺陷 — 例如桥接结构、小颗粒、图形缺陷和划痕 — 也可以采用这种方法检测到,但孔洞误差可能会大大增加缺陷数量。因此,监控总的缺陷数量是表征潜在的孔洞误差的简便方法。
所有的缺陷类型均可以通过任意高放大率显微法暴露出来,如图9所示。我们研究的产能和放大模式对捕获各种类型的孔洞缺陷相关特征都应具有足够的灵敏性。更重要的是,孔洞检测可以在极低的SEM非显著(NV;损害)速率下完成。
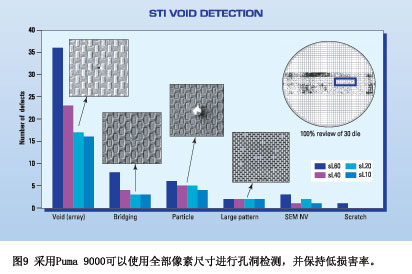
通过采用全部像素尺寸对孔洞进行充分的捕获,我们发现使用最大的像素尺寸可实现极高的成本-效益检测方法。
对sL10 Puma检测结果(~17 wph)与KLA-Tencor 2365明视场图形晶圆检测工具光敏基准检测结果进行比较,正像我们预料的那样,采用0.12mm像素尺寸2365检测法 (~1 wph)捕获了更多的STI孔洞。图10表示单芯片比较结果,显示的所有缺陷均为STI孔洞。用2365检测法检测到的孔洞更小,这种方法强调对灵敏度和产能进行权衡。
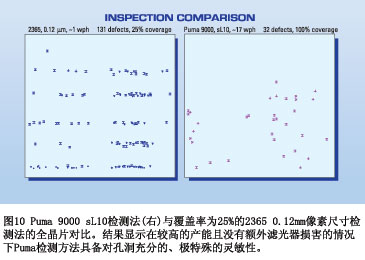
虽然采用大像素Puma检测法捕获的孔洞数量较少,但它对上一层的噪声不敏感,如果对这层使用明视场检测技术,这种Puma检测方法的使用比较普遍。这种技术几乎在所有的Puma 9000高放大显微法中均有应用。图9表示与Puma的大像素(sL10)法相比,采用Puma高灵敏像素(sL60)法在约为2倍的高孔洞捕获速率下,所有的高放大显微法获得的损害率均十分接近。在工具和良率管理系统中,采用更灵敏的明视场检测技术,必须通过重复过滤使损害率下降,从而获得了图10中的结果。
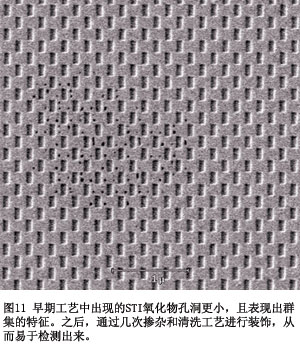
所有的上述研究都以已经确定的STI最终检测步骤为基础。但是,在实际孔洞形成和最终检测步骤之间仍有几次掺杂和清洗步骤,可去除一些材料并对孔洞进行装饰。为实现更精密的工艺控制,可以在STI氧化层孔洞形成之后对其进行快速捕获和监控(图11)。这样,可以大大缩短反馈环路。检测结果表明,在这一阶段可以很好地捕获孔洞,并对孔洞误差提供良好的反馈。
结论
小于100nm节点设计规则的深沟槽DRAM生产要求使用新型工艺和设计概念。新型工艺和设计通常面临开发和量产方面的良率问题。另外,特别是在FEOL中,由于晶片内印刷图形的特征与缺陷(如孔洞、颗粒)具有相同的尺寸,已知的缺陷机理,如氧化物填充孔洞,变得越来越关键。本文论证了高产能下具有高选择灵敏性的新型暗视场检测技术,这种技术可有效改善先进DRAM生产中所面临的两项主要的良率限制工艺问题,从而加速产品的开发和生产步伐。